Там, где все горбаты, стройность становится уродством.
Оноре де Бальзак
Никогда не поздно уйти из толпы.
Следуй за своей мечтой,
двигайся к своей цели.
Джордж Бернард Шоу
Модная и ставшая уже данностью распространенная черта нашего времени – кастомизация. Более понятная формулировка для нас – индивидуализация. Индивидуализация товарной массы. Однако в формулировке явное противоречие, поэтому сразу поясним максимально просто, что мы подразумеваем под этим термином. Глобальная кастомизация – это индивидуализация для всех или индивидуальный подход ко всем. О ней мечтает потребитель, и о ней же мечтает производитель-поставщик, поскольку индивидуальный товар в нашем обществе становится все более востребован. Кастомизация идет все дальше и дальше и проникает всюду (рис. 1).
по запросу «Кастомизация»
Торговая марка канцелярских товаров компании Post-it – это клейкие бумажные листочки с разными ароматами, разных цветов, размеров и форм, более 600 тыс. комбинаций. Многие компании по производству легковых автомобилей и грузовиков теперь могут изготовить их по индивидуальному заказу. Об этом писал еще А. Хейли в романе «Колеса» в 1971 году.
Кукла Barbie продается в 16 тыс. вариантах. Получить куклу можно по индивидуальному заказу, нужно просто заполнить анкету. Массовая кастомизация уже пришла в детские игры, и теперь гиганты создают базы данных детей для того, чтобы установить персональные отношения со своим потребителем – со всеми этими девочками и мальчиками.
Да что там куклы, персональный компьютер уже подбирает вам область ваших интересов. И получается, что миром начинают управлять нейросети, получившие о вас биты информации. Джордж Оруэлл, наверное, уже неоднократно перевернулся в гробу, потому что «1984» давно здесь, хотя и с небольшим запозданием.
Тотальная индивидуализация
В эпоху перепроизводства и изобилия только потребитель может решать, когда и как долго вы можете предлагать ему свои товары и услуги. Ваш шанс на выживание – это или прислушаться к потребителю, или сформировать его запрос и потом оформить предложение. Хотя у регуляторов могут быть и другие мысли на эту тему – например, производство товаров для победы над инфекционными заболеваниями во всем мире.
Скорее всего, индивидуализация станет необходимой во всех аспектах разработки, выпуска и продажи продукции: индивидуализированные продукты, индивидуализированные цены, индивидуализированные часы работы, индивидуализированная реклама и т.д.
Во фрагментированном мире ниши становятся все уже. Увеличивающаяся роль индивидуальных заказов в совокупности с развитием технологий и изменениями в системе ценностей означает, что микрорынки начинают преобладать над рынками массовыми.
Однозначно можно сказать, что следующим шагом будет индивидуализированное производство, индивидуализированный маркетинг и т.п., все будет индивидуализированное. Каждому клиенту – свой продукт. И это поочередно происходит во всех отраслях. Мы вступаем в индивидуализированное общество. Когда вы общаетесь даже со случайным человеком, то должны понимать, что общаетесь с сегментом рынка среднего размера в эпоху общества товарного изобилия. И на него, на среднестатистического покупателя, когда он заходит в супер- или гипермаркет, действует невероятная сила уже сформированных стереотипов, прибитых гвоздями рекламы к его сознанию, которые можно охарактеризовать фразой: «Чего же ты стоишь? Купи что-нибудь!»
Однако новая логика требовательных, образованных, но заевшихся с точки зрения рекламного маркетинга потребителей феноменально проста. «Не на того напали! Чем вы можете меня удивить? Ваше дело, что вы предпринимаете для того, чтобы меня удовлетворить. Но имейте в виду: я не такой, как вы, и не такой, как все. Я особенный!» – таковы мысли подавляющего большинства. И, как бы ни казалось это странным, они правы.
О ритейле и производстве оборудования
А с другой стороны, сети нашего ритейла намеренно или не преднамеренно в условиях все увеличивающегося огромного объема потребления пытаются исключать такую возможность. Им способствует необъятность территорий нашей страны, часто трудно проходимых. Хотя при нынешних условиях и возможностях компьютеризации и автоматизации процессов ассортимент продукции можно увеличивать до бесконечности.
Справедливости ради нужно признать, что и возможности отечественной промышленности диктуют для производителей косметики условия «или – или».
Если предприятие выпускает косметическую продукцию миллионными тиражами, то оно уже не может производить косметику малыми партиями, и наоборот, производство, специализирующееся на изготовлении малых серий, не может физически обеспечить выпуск большого объема.
Но ведь и тем и другим хочется и то и другое. И если дальше следовать логике, то и та и другая производственная площадка должна запараллелить процесс. И дело не только в логистике компании – она все равно присутствует в каком-то варианте. Это очень важная задача, но второстепенная, так как эта часть решаема не столь болезненно. А вот оснащение сложным производственным оборудованием, которое нужно иметь для малого и большого масштаба, – задача более высокого порядка, потому что нужно организовать фактически две или три площадки.
Конечно, нельзя сказать, что это нерешаемая проблема. Нужно просто увеличить производственные затраты на приобретение и комплектование оборудованием обеих площадок. И понятно почему. Невозможно произвести на одном и том же варочном реакторе 40 и 500 литров или килограммов. А уж реакторы на 1 кубометр и более – это монстры, которые потребляют огромный ресурс электроэнергии, воды и т.д. Даже запуск на холостом ходу таких гигантов – серьезные затраты, поэтому говорить о выпуске 100 литров или килограммов продукции – нереально. Этого количества хватит только на покрытие стенок тонким слоем. В свою очередь, малообъемные реакторы не смогут обеспечить крупные тиражи. И получается – миссия невыполнима!
При организации производственной площадки с установкой варочных реакторов различной емкости (мощности) потребуется дублирование или удвоение всего оборудования. Понятное дело, что вам не потребуется покупать в микробиологическую лабораторию два или три микроскопа. Но много другого вспомогательного оснащения, кроме емкостного, придется приобрести, так как с увеличением единиц варочного оборудования возрастают площади, которые необходимо коммуницировать, а за этим следуют и все остальные вопросы, переходящие в проблемы огромного масштаба, а одна из них является в наше время глобальной. При переходе с продукта на продукт очистительный сброс огромен по объему и по содержанию ПАВ и других остаточных ингредиентов.
Конкурентные преимущества и изюм
Почти каждый производитель находится в поиске конкурентного преимущества продукции, то есть рецептуры, которая выгодно бы отделяла его от других. Так думают многие. Однако сделать это проблематично ввиду того, что если технологи на «кухне» научно-исследовательского отдела что-то приготовят вкусное, то завтра эта изюминка может оказаться в рецептуре вашего конкурента, поскольку поставщики сырья поставят то, что им закажут. Проблема имеет две составляющие: кто-то тратит на разработку время и средства, а кто-то, не задумываясь ни о чем, составляет копию и занимается только рекламой и таким образом опережает производителя-разработчика. В этом случае производственные компании остаются в глубоком тылу рекламно-инжиниринговых рейдеров.
Как быть в этой ситуации, когда вы не хотите повторять какие-то рецептуры, но понимаете, что если ваш продукт будет успешен на рынке, то у него очень скоро появятся клоны. Начнется глобальное копирование продукции, замаскированное дизайном упаковки и словоблудием аннотаций, термины которых не всегда может объяснить сам бойкий копирайтер.
Наверное, каждый маркетолог и производственник сознательно или интуитивно понимает, что уникальность продукции возможно обеспечить только уникальными способами производства. Только способ производства позволяет получить отличительные характеристики продукта, за которые потребитель проголосует своими сенсорами. С другой стороны, все мы знаем, что косметические средства изготавливаются на типовом оборудовании, которое обеспечивает практически одни и те же реологические и органолептические свойства продукции. Поэтому многие научные заведения и производства нанимают специалистов по коллоидной химии для поиска и синтеза с определенными коллоидно-химическими характеристиками косметических эмульсий, стабилизированными смесями ПАВ1. А это поиск новых ПАВ, которые не всегда лояльны к коже. И мы опять возвращаемся к ингредиентам, которые находятся вокруг в изобилии. А к этому нужно добавить и возникающие по ходу движения экологические вопросы.
Но если вся косметика по своей реологии находится примерно в одинаковом диапазоне ощущений (имеется в виду ингредиентный состав), то тогда на аптечной или магазинной полке происходит только финансовый сортинг продукта. Потребительский сортинг производится не по качественной характеристике, а по финансовой составляющей.
И нужно признать, что если следовать в фарватере этой установки, то в ближайшем будущем вернутся и выйдут на финишную прямую только гаражные кооперативы, которые работают без всякой учетной и документально-технологической составляющей производства. Таких примеров сколько угодно. Более того, известны «производственные» компании, находящиеся в квартире жилого дома. Вроде не страшно, ну что поделать, у нас в стране возможности равны для всех, но они хвастаются на своих сайтах сертификатами о внедрении международного стандарта GMP (Good Manufacturing Practice)! «Надлежащая производственная практика»… Слов нет… Но покупателю, который далек от административно-правового вопроса в этой области, все равно. Он не знает и не видит этой закулисно-подковерной конкурентной борьбы.
Себестоимость продукции этих фирм может находиться на значительно более низком уровне, чем аналогичной продукции флагманов отрасли. И далее, что еще страшнее, имеет самую высокую маржинальность, которую только можно вообразить, а это позволяет прокрутить любые мошеннические схемы.
Но дело не только в этих компаниях. Одновременно гиганты промышленности вытесняют с полок индивидуалистов. Они их не любят. Великаны, наоборот, стремятся к универсализации – один продукт для всех по причине, обозначенной выше. Потому ассортимент увеличивается до трех-четырех десятков продуктов в конкуренции с другими гигантами, и только ценники на полках отличают рецептуры. Представляете, 40 видов костюмов тройка, допустим, на 20 млн человек. Получается, каждый пятый. В какой-то степени «спасает» количество производителей.
Кастомизация производства
И тут только один выход – уникальность вашего производства! Уникальность нельзя повторить. Кас-то-ми-за-ци-я! Это понимают все. Но легко сказать, а как это сделать?
А вот как. Последние достижения отраслей по выпуску производственного оборудования открыли новые возможности. Мы можем перейти от массово-масштабного производства к гибкому производству, переходящему в массовую индивидуальность, то есть кастомизированному производству. И что примечательно, с меньшим количеством инструментов, то есть имея многофункциональное оборудование, одна единица которого замещает несколько имеющихся, возможно производить больше продукции лучшего качества и с более низкой себестоимостью.
Но все по порядку. Так или иначе, любое производство начинается с сырьевой базы, которую как раз и можно индивидуализировать. Естественно, снова возникает вопрос, как это сделать. В данном случае мы не говорим о структуризаторах рецептур, а только о БАВ – биологически активных веществах, обеспечивающих целенаправленность воздействия косметических средств. И тут есть выход!
Этап производства биологически активных компонентов
Применение электроимпульсного плазменно-динамического метода обеспечивает производство любыми экстрактами растительного, животного и даже минерального происхождения. Такая технология позволяет получать экстракты в режиме 5-, 7-, 10-минутного цикла без нагревания в отличие от классических технологий, которые затрачивают от нескольких суток до месяцев. Разница огромна. При этом инновационном методе вы можете позволить себе изготовить 5–10 литров экстракта, а может и 200. И такой экстракт отличается от классического тем, что содержит извлеченных активных веществ на 30–40%, а часто и на 50% больше, чем экстракты, произведенные классическими методами. Общее извлечение БАВ достигает 90% и более! С помощью такой технологии можно получить БАВ из шрота больше, чем при классическом методе из стандартного сырья. Более того, если этот этап встроен в технологическую цепочку, то тогда можно просто уйти от излишней консервантной нагрузки, то есть экстракты входят в технологический процесс без консервантов. Это позволяет добавить к вашей продукции приставку «эко».
Итак, решен первый этап: обеспечение производства в удобных объемах любыми наименованиями активных компонентов на основе различных экстрагентов и их смесей. Опираясь на уже известные и описанные свойства и действия полученных комплексов, маркетологи будут строить свою политику – политику продвижения продукции. В дальнейшем экстракты возможно использовать в производстве для получения косметической или пищевой продукции или направлять в торговую сеть как готовый продукт.
Примечательно то, что оборудование может быть размещено в помещении размером 2 х 3 метра. Шесть квадратных метров площади обеспечат производство 700 литров концентрированного экстракта за смену с участием одного оператора. А бонусом фирма получает огромную экономию. Во-первых, сырьевых ресурсов – из меньшего количества сырья мы получаем в разы больше БАВ. Во-вторых, это сокращение энергетических затрат. Они мизерны: общая потребляемая мощность составляет 3 кВт/час, в результате арифметических действий вычисляем, что затраты на производство одного литра концентрата экстракта составляют менее 0,05 кВт/час, и это при среднем цикле 8 минут.

получения экстрактов растительного, животного и минерального происхождения
Этап производства полупродукта
Кроме производства БАВ, нам необходимо рассмотреть очень важный этап – изготовление продукта. В первую очередь это касается варочного оборудования. При соответствующей форме организации производства гиганты, при необходимости и при обеспечении соответствующим оборудованием, могут позволить выпуск 40 литров на том же оборудовании, которое производит и 800 литров в час (рис. 3).

производства 800 л/кг в час продукта
Временные затраты при переходах с продукта на продукт минимальны. Это означает, что при 12-часовой смене объем продукции равняется почти 10 тоннам любой формы – гелевой или эмульсионной. При этом габаритные размеры установки занимают площадь 2 квадратных метра. Весит она 150 килограммов.Установка находится на колесном шасси, и ее можно перемещать по площадке, а потребляет она энергоресурса до 15 кВт/час – это в разы меньше, чем требуется реактору объемом 500 литров. Соответственно, рассчитываем затраты на 1 литр (килограмм) эмульсии – около 0,02 кВт/час. И получается, что на изготовление 10 тонн готового продукта затрачивается 200 кВт/час.
Аналогичная установка с производительностью 2 тонны в час занимает площадь 3 квадратных метра (рис. 4). Весит она 350 килограммов и также имеет возможность передвижения. На двухтоннике возможно произвести за 12-часовую смену 24 тонны продукта, и на этой же установке – 50 литров (килограммов). Невероятно… Общее энергопотребление составляет 24 кВт/час. Если мы считаем произведенные 24 тонны за 12-часовую смену, то затраты на производство 1 литра (килограмма) эмульсии составляют 0,012 кВт/час. Много это или мало, может рассчитать каждый, кто работает на варочном оборудовании.

с возможностью производства 2000 л/кг в час продукта.
Получается, что особенностью этого оборудования является
минимальное потребление энергии
Установка имеет две или три линии – одна для водной фазы, вторая для жировой или восковой, третья – для различных БАВ. Нагрев производится только восковой (жировой) фазы. Смешение (гомогенизация) происходит тогда, когда жировая фаза достигает температуры 80ОС (возможно и при более низкой температуре плавления эмульгаторов – 50ОС), и, соответственно, может перекачиваться по трубам. При этом водная фаза имеет температуру окружающей среды! Через расходомерную систему при высоком давлении, которое создается инжекционными насосами, в определенном соотношении обе фазы нагнетаются в смесительный узел. При мощном воздействии смесителя специальной конструкции, статора и ротора (скорость вращения до 10 тыс. оборотов в минуту) происходит процесс эмульгирования. Создаваемое расчетное воздействие на рецептурные ингредиенты, на противоположно направленных парах достигает 100 тыс. атмосфер. За миллисекунды происходит их эмульгирование и получение эмульсии, готовой к фасовке. Максимальная температура готового продукта – 42ОС.
При этом управлением оборотами смесительного узла возможно регулировать реологические свойства продукта, так как на такой установке получаются эмульсии с размерностью бислойных сферических структур не только субмикронного размера, но и с большим процентом наносфер с размером 12–16 нанометров (рис. 5). В зависимости от размерности сэмульгированных частиц продукт имеет соответствующие реологические свойства, о которых речь шла выше.
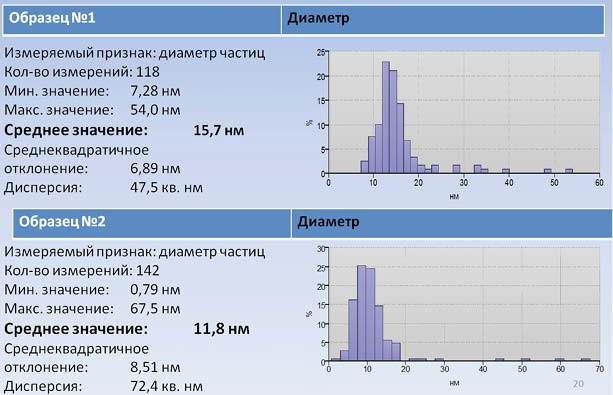
сертифицированного программного комплекса обработки изображений ImageScope
производства ООО «Системы для микроскопии и анализа»
Замечательно и то, что все биологически активные вещества, жиро- и водорастворимые, которые также возможно одновременно внести в водную фазу, не испытывают температурного воздействия и инкапсулируются в микро- и наносферы без термического шока.
Таким образом, решены два основных этапа производственно-технологического процесса: получение БАВ и производство готового продукта. Остальные процессы имеют высокую вариантность. Каждый может выбрать, исходя из необходимости.
В этой статье рассмотрены два универсальных инструмента, и каждый может с легкостью заместить несколько единиц классического оборудования. Электроимпульсная плазменно-динамическая установка может быть использована как лабораторный прибор для проведения исследовательских работ – наработки малых объемов для экспериментальных и пробных партий – и, конечно же, для промышленного производства.
Гидрокавитационная коллоидная установка с возможностью производства 800 литров (килограммов) в час продукта также с легкостью замещает лабораторный реактор, поскольку отработка и постановка продукта производится на ней. На ней же производятся минимально дискретные партии, и на ней же осваивается многотоннажное производство.
И еще один последний, но весьма существенный штрих. Последователи Греты Тинтин Элеоноры Эрнман Тунберг – шведской экологической активистки, получившей международную известность и признание за продвижение мнения о неизбежном экзистенциальном кризисе для человечества в результате изменения климата2, весьма эффективно участвуют в проектах по изменению законодательства. И с ними бессмысленно спорить. Данность нашего времени – все более жесткие требования «зеленых» во всех сферах деятельности человека, в том числе в производстве косметики и оборудования. И это правильно. Оборудование, позволяющее в разы экономить пресную воду, которой осталось на планете менее 3%, будет востребованным. А если это оборудование сократит потребление сырьевого ресурса, в том числе и ПАВ, а значит, и выбросы в окружающую среду, то оно даст значительные преференции производителю.
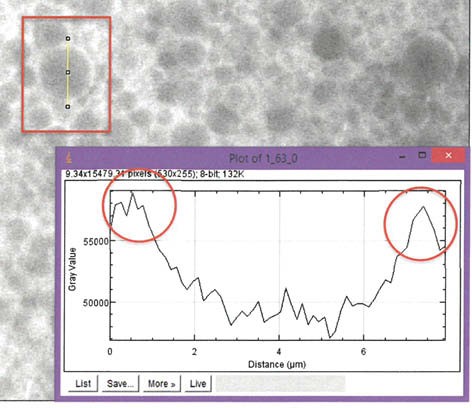
микрокапсул водных комплексов в жировой оболочке.
Установление бислойности оболочки. Перепады уровня серого на
границе микрокапсулы свидетельствуют о наличии бислойной
оболочки, насыщенной флуоресцирующим красителем
Фасовочное и упаковочное оборудование мы не рассматривали, так как о нем можно сказать, что это стандартно типовое оборудование с различными возможностями: от ручных и полуавтоматических до высокоскоростных машин. На рынке есть множество предложений, среди которых по цене доминируют Тайвань и Китай, при этом не уступая по техническим характеристикам европейцам. Из собственного опыта эксплуатации можем сказать, что оборудование вышеупомянутых производителей обладает высочайшей степенью ремонтоспособности, которая оказывается на порядок дешевле европейских образцов. Есть еще одна особенность: азиатские товарищи реагируют намного быстрее европейских партнеров. А если иметь в виду санкции, переходящие в постоянный вялотекущий процесс, стремящийся все время ужесточиться в связи с разными возникающими событиями, то приходится задумываться о выборе партнера – поставщика оборудования.
Сноски
1 Российский химико-технологический университет им. Д.И. Менделеева. На правах рукописи. Чудинова Н.Н. Синтез и коллоидно-химические характеристики косметических эмульсий, стабилизированных смесями ПАВ (02.00.11 – коллоидная химия). Диссертация на соискание ученой степени кандидата химических наук. Научный руководитель: кандидат химических наук, доцент К.И. Киенская. Москва, 2014.
2 https://ru.wikipedia.org/wiki/Тунберг,_Грета
Оригинал статьи в журнале - PDF
Полный номер журнала - PDF